
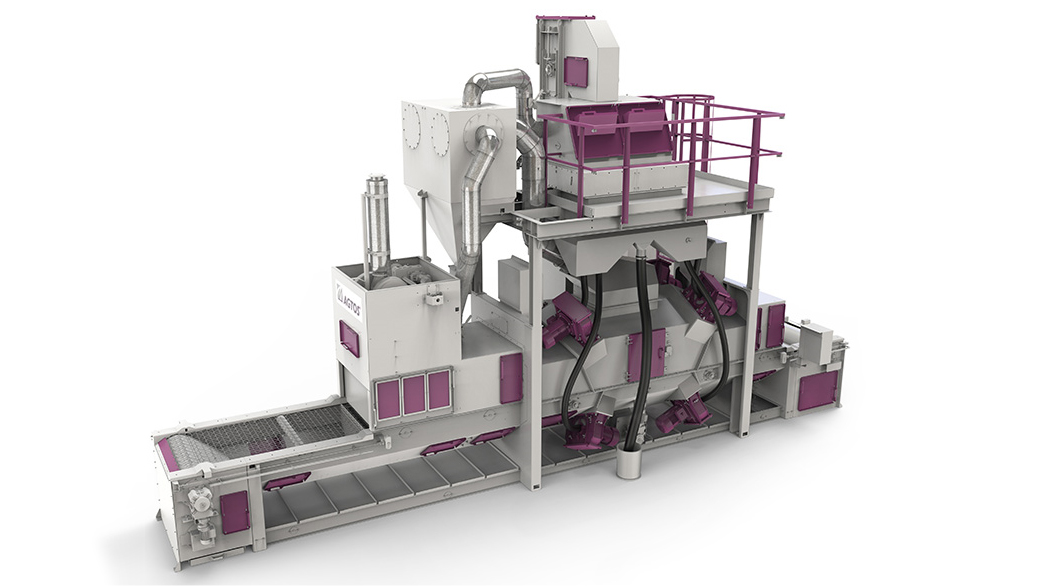
Wire belt blast machine
Wire belt blast machines can be used very flexibly. The workpieces can be blasted from above and below at the same time. These machines are used, for example, for deburring, descaling and cleaning of cast and laser-cut parts. We are often asked whether the wire belt does not leave a shadow on the workpiece surfaces. We have developed ways of at least largely avoiding this.
Our machines are frequently used for processing workpieces made of aluminium and magnesium (mostly die castings). Our machines are used very frequently. Here the deburring and finishing of the surfaces is
in demand. Our wire belt blasting systems achieve the best results. For processes that use aluminium as
AGTOS has designed special wire belt blasting machines for processes that use aluminium as a blasting medium.
Wire belt blasting machines Product programme
Our standard programme for wire belt blast machines includes throughput widths from 400 mm to 1600 mm.
| Technical Data | BS 04-02 | BS 06-02 | BS 10-04 | BS 16-06 |
|---|---|---|---|---|
| Workpiece width (mm) | 400 | 600 | 1000 | 1600 |
| Workpiece height (mm) | 200 | 200 | 400 | 400 |
| Material wire belt | Mn steel | Mn steel | Mn steel | Mn steel |
| Turbine type | 3.6 | 3.6 | 3.6 | 3.6 |
| Turbine power (kW) | 4 x 11 | 4 x 11 | 4 x 11 | 8 x 7.5 |
| Filter | PF 4-12 | PF 4-12 | PF 4-20 | PF 4-28 |
| Capacity (m3/h) | 4 500 | 4 500 | 4 500 - 7 500 | 10 000 |
| Residual dust content with secondary filter (mg/m3) | 1 | 1 | 1 | 1 |
The determination of the suitable machine concept depends, among other things, on your workpieces, the required surface, the available halls, the required output and, last but not least and, last but not least, your ideas regarding an optimised production process.
If the task cannot be solved with a standard machine, we will develop a customised machine concept for you.
Please send us your detailed enquiry. Our experienced team will be happy to help you.
Operating sequence for wire belt blast machines
The workpieces actuate the switching threshold located in front of the inlet sluice for the automatic blast media supply of the running high-performance turbines. This ensures that blasting only takes place when workpieces are in the blasting area.
The inlet sluice is equipped with wear-resistant rubber curtains for sealing. After passing through the blast zone, the workpieces are conveyed to the blow-off device. The abrasive remaining on the workpiece surfaces is returned to the abrasive circuit here.






