
Basics of blasting technology - compressed air blasting,
sand blasting and wheel blasting
All blasting systems accelerate an abrasive and throw it onto surfaces. This produces one or more effects.
These effects can include cleaning, descaling, sand removal, deburring and derusting of surfaces as well as roughening and hardening. Blasting is also used to matt and structure surfaces. The latter is also known as "finish blasting".
The abrasive is accelerated in different ways, depending on the type of blasting system. A basic distinction is made between wet and dry blasting systems, which defines the medium for accelerating the abrasive. Dry ice blasting can possibly be categorised in between.
The following text focuses on blasting with dry abrasive. A distinction is made here between compressed air blasting and wheel blasting. The topic is further focussed on wheel blasting, whereby compressed air blasting technology is touched on first.
The industry association VDMA has published a so-called VDMA standard sheet no. 24379, which also describes applications, processes and systems for blasting technology.
Compressed air blasting technology: Manual and automatic processes
Blasting with compressed air - often referred to as "sandblasting" due to tradition - can be carried out manually or automatically. The compressed air is used to transport the abrasive. Manual compressed air blasting is carried out using smaller blasting cabins. The worker is placed in these. Protected by gloves, he moves small nozzles and the workpiece to be processed with his own hands.
Another type of compressed air blasting is blasting in a blast room. These rooms are available in all sizes, including halls into which entire train units enter. The walls are brick-built or made of steel elements. They are covered with rubber mats for protection. Workers protected by special clothing stand in these blast rooms and manually operate large blasting nozzles to clean or derust large workpieces such as steel structures. The blasting process usually serves as preparation for subsequent painting.
There are also automatic blast cabinets with a multi-axis nozzle guiding system, which makes it possible to process workpieces with complex geometries.
Mobile blasting units usually also work with compressed air blasting technology. This is used to remove corrosion from structures such as bridges and large steel structures such as oil platforms. The devices are mainly operated by people. Manual mobile wheel blasting machines are also used in specialised areas.
In contrast, unmanned compressed air blasting with a robot arm is becoming increasingly popular. Here, a programmable robot arm guides the nozzle in a free blast room. The effect is, of course, a saving in manpower. The blasting result can also be more homogeneous than with manual work.
Blast wheel blasting technlogy
This type of blasting is often referred to as "automatic blasting". Manual activities are limited to feeding and removing workpieces. The blasting process itself is unmanned. As previously mentioned, the abrasive is accelerated by a blast wheel and propelled onto the workpiece.
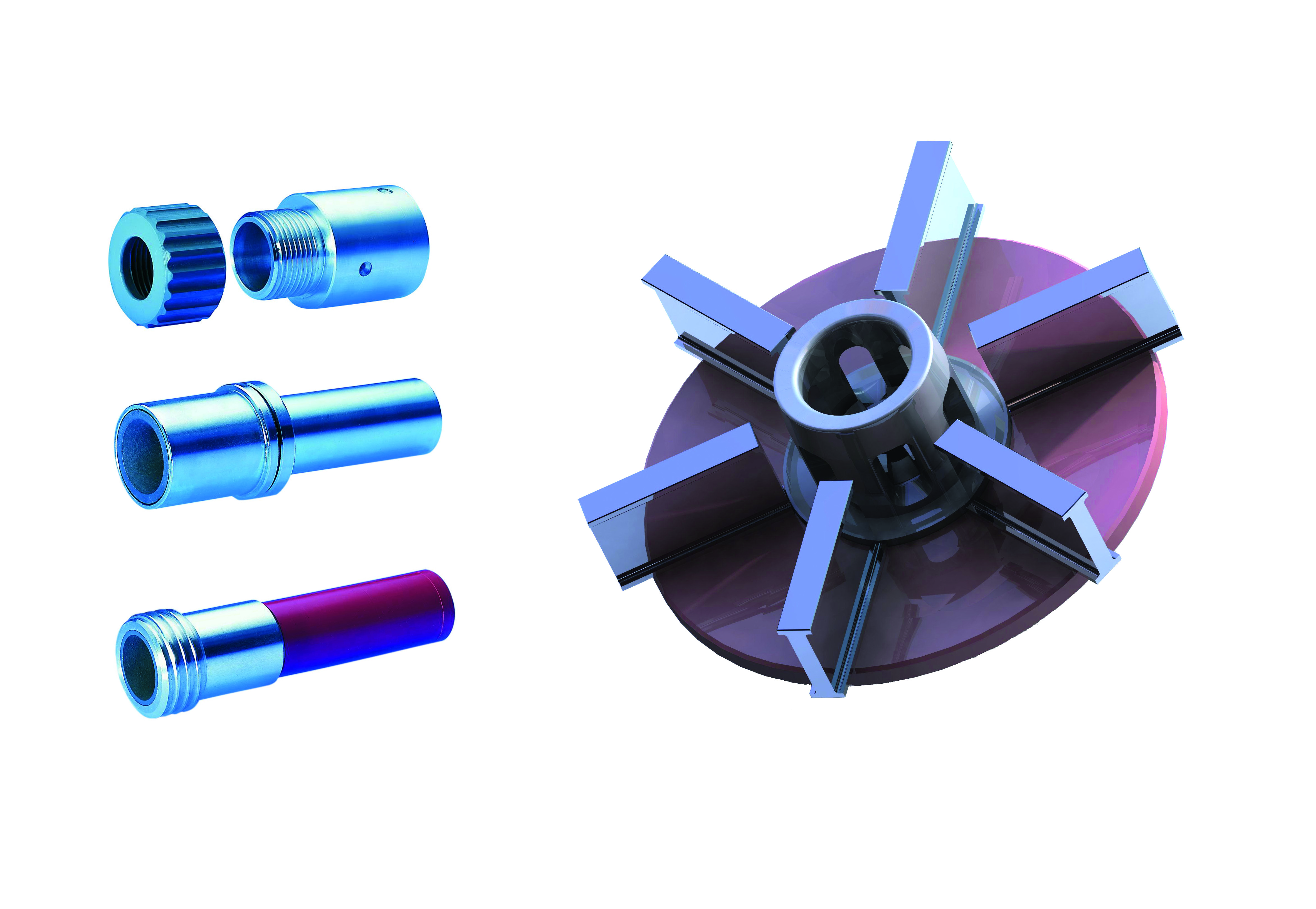
There are many different types of machines in wheel blast technology. These are usually named after the type of workpiece transport. All shot blast plants have a blast wheel with so-called blades. In addition, there is an impeller and a guiding sleeve to control the abrasive jet. These components are installed in a housing. The housing wall is protected by a replaceable wear lining. It can be in one or several parts and the type of fastening can also vary greatly. Different materials increase the variance of the components. The complete component is called a turbine.
The design of the blast wheels varies greatly between manufacturers. However, the principle is always the same. In a single disc wheel, the blades are anchored in a carrier disc in such a way that they can be replaced quickly and easily. This is important in order to minimise machine downtimes. Another principle is the double disc wheel. Two metal discs are connected to each other by spacer bolts. Between them are the blades, which can also be replaced quickly. In comparison, this principle has more wearing parts and can therefore result in higher costs. The number of blades can also vary between manufacturers. In most cases, six or eight blades are used per blast wheel.
Several turbines are almost always installed on a shot blast plant. The number of spare and wear parts and the time required for their removal and installation are therefore very important. These factors have a major influence on the economic efficiency of the respective machine.
Differences and parallels in compressed air and wheel blasting technology
Both types of blasting technology have an abrasive circuit for cleaning and recirculating the material.
As described at the beginning, a distinction is made between manual and automatic processing, which has a major influence on the quantities of workpieces to be processed. The wheel blasting process is generally designed more for the industrial processing of mass-produced or series parts, while compressed air blasting is often used for large individual parts.