How does scale form on steel?
Scale is formed when the steel is heated and the oxygen in the air reacts with the iron on the hot surface. It consists of layers of various iron oxides of different thicknesses: wüstite (FeO), magnetite (Fe3O4) and haematite (Fe2O3). The exact form depends on time, temperature, atmosphere and alloying elements during scale formation. Unlike rust, scale does not contain water.
Distinguishing between scale and burn-off
Depending on the type of steel and the reheating process, between one and three per cent of the material is converted into scale during further processing. This is not negligible. In the blast furnace, the loss of material can even amount to four per cent because other processes reduce the desired material in addition to scaling. In this case, we speak of burn-off because losses are not only caused by scaling, but also – depending on the definition – by burning, gasification, spraying or slagging. The burn-off also indicates in percentage terms how much carbon has been removed from the melt. This is due to the reaction of the carbon with the oxygen added in the blast furnace. How much material is actually lost depends heavily on the material and the alloy.
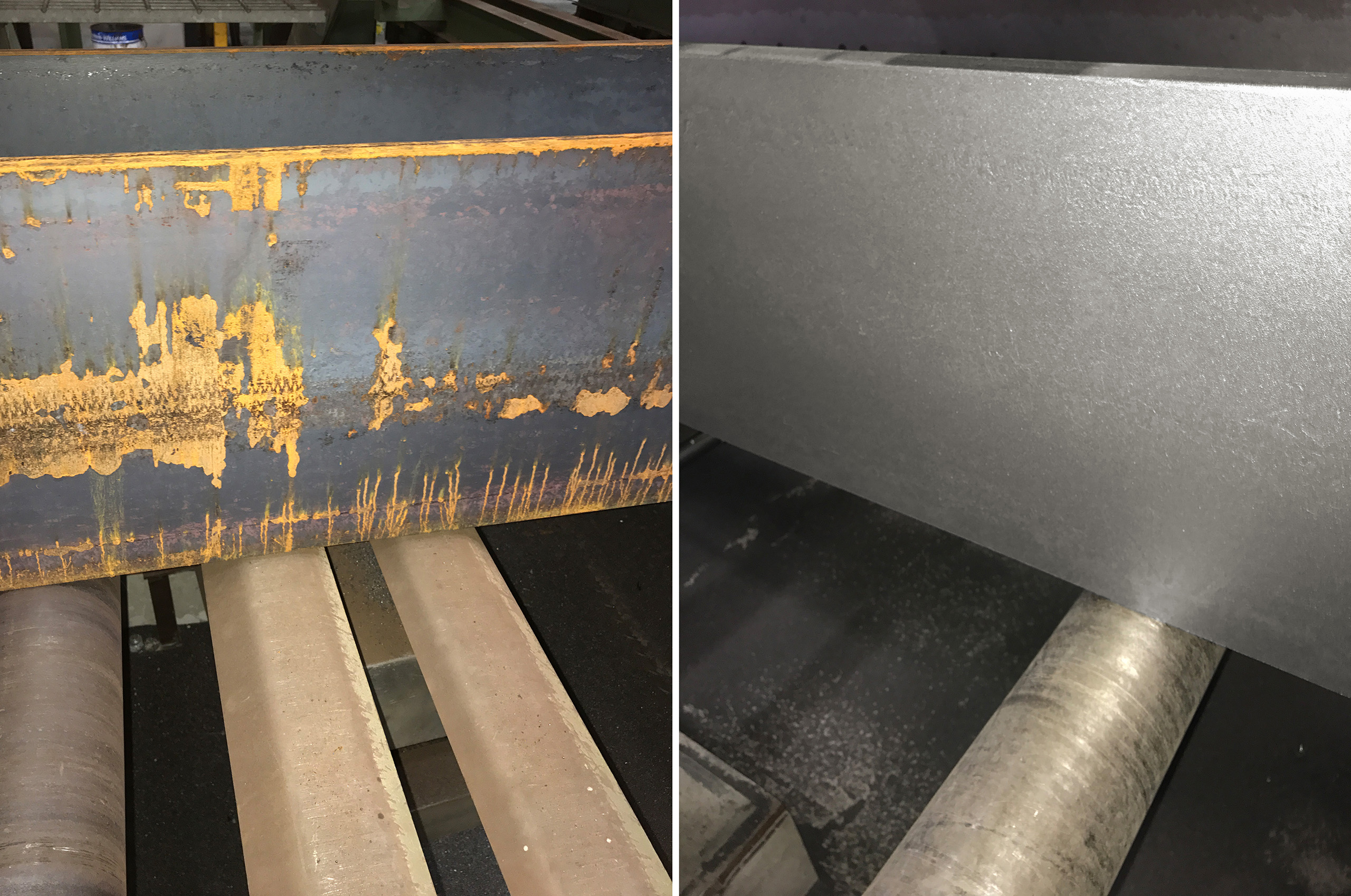
It is easy to see that scale is still adhering to the steel: the material has a black-blue colour – hence the name black steel. The thicker a steel sheet that has not been descaled, the darker the colour. After descaling, the steel always looks silvery-grey.
What is descaling and why is it important?
As a design element, it is sometimes desirable for the scale to remain on the material. However, this is an exception, as the scale has significant disadvantages for further machining processes. It can be worked into the workpiece, for example by forging or rolling. This leads to surface defects and rejects. Scale also causes significant tool wear during forging.
Furthermore, the scale layer does not protect against rust. To prevent the steel from corroding, it must be coated. This is another reason for descaling the steel. Removing scale also ensures greater cleanliness during further processing and a homogeneous surface.
Process for descaling: Pickling and scale scrubbing
In contrast to rust, scale adheres relatively firmly to the workpiece. Various processes are suitable for removing it: chemical, electrochemical and mechanical. Chemical descaling can be achieved by pickling. This process is used for steel strips, for example. They are unwound from the coil and conveyed through a hydrochloric acid or sulphuric acid bath. After pickling, the steel must be rinsed with water. In most cases, it is also immersed in an alkaline solution to neutralise the acid. The reason: If acid residues remain on the surface, the steel would inevitably corrode. Pickling also harbours the risk of hydrogen embrittlement of the steel. In electrochemical descaling, an electric current is still conducted through the pickling bath. In electrolytic pickling, this can be done anodically, cathodically or with alternating current. For both chemical and electrochemical processes, it is important to degrease the steel surface before pickling. Otherwise, the pickling agents cannot act on the areas covered with grease.
Mechanical descaling is a different matter. Very different processes are used here depending on the size of the workpiece. For example, so-called scale scrubbers are built into rolling mills from the outset. High-pressure water is sprayed at an angle onto the rolled steel sheet from beams with special nozzles to remove the scale. Various brushes also help with this process. In certain cases, scale breakers are also integrated, which remove the scale from the steel by deforming it with the aid of rollers.
Manual methods to remove scale from steel
Rolling mills offer the advantage that the geometry of the workpieces is clearly defined: these are sheets with specific dimensions that are wound onto coils at the end. It is also a continuous process in which large quantities of steel are processed.
Outside of rolling mills, however, things can look different. It may be that only small quantities need to be processed because, for example, a steel delivery has not been descaled properly. Or that the scale does not need to be removed from sheets, but from steel in other geometries, such as bars, rods, tubes or profiles. More flexible tools and systems are required here.
If you are only dealing with small surfaces, you can do this with hand-held tools such as an angle grinder. As the scale adheres quite firmly to the workpiece, special cleaning discs are recommended. These contain ceramic abrasive flaps, among other things.
Such manual methods are flexible and quick to use. For larger surfaces and frequent descaling, however, the effort involved quickly becomes too great. This is where machines can play to their strengths. For very small workpieces, for example, mass finishing can be an option.
Descaling with shot blast plants possible for many workpiece geometries
From a certain part size, however, descaling using shot blast plants is economically very interesting. If the plant has a sufficient number of turbines, sufficient coverage can be achieved even with challenging geometries. For example, the Annahütte steelworks uses one of our shot blast plants for descaling bars. Frequency converters can be used to adjust the turbine speed and thus the ejection speed of the abrasive. This allows the impact energy of the abrasive on the workpiece to be controlled in such a way that the required surface quality can be achieved with minimum energy input. Furthermore, the wear of the shot blast plant as well as the consumption of the abrasive can be significantly reduced.
Blasting also offers the advantage that a completely cleaned and homogeneous surface can be achieved in a single process step. This allows corrosion protection to be safely applied afterwards. According to DIN EN 1090, blasting is even required by the building authorities in order to fulfil the high requirements for steel girder profiles, for example. With a shot blast plant, you are therefore on the safe side when descaling in most cases.





