Surface hardening – shot peening - in the shot blasting process
Where is shot peening used?
Shot peening is mainly used for parts in the aerospace and automotive industries. These include springs, drive shafts, crankshafts, gear wheels, connecting rods, steering and transmission parts, turbine blades, etc. This measure allows the component weight to be reduced while maintaining the same mechanical load-bearing capacity. Among other things, this results in weight advantages that lead to savings in fuel consumption.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More Information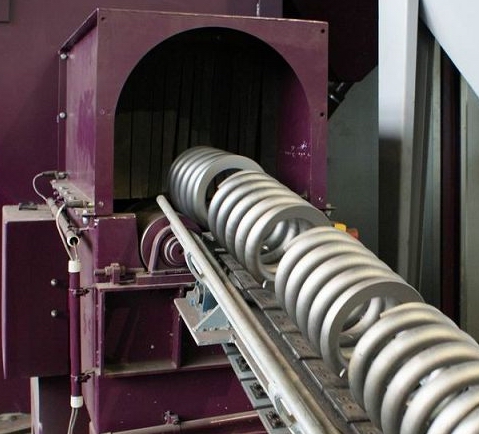
What is happening with the surface during shot
peening?
In the component edge zone, i.e. in the area close to the surface of the components, a residual compressive stress is generated by plastic deformation. This work hardening process increases the service life of the components in terms of fatigue strength, for example. In addition, greater resistance to stress corrosion cracking and vibration crack corrosion can be observed on parts that are subject to strong alternating stresses.
What is the difference between shot peening and stress peening?
If shot peening is applied under prestress, an additional improvement in the residual stress values achieved is achieved. This effect is called stress peening.
It has been scientifically proven that cracks, e.g. due to corrosion fatigue, never occur in a layer with residual compressive stress. The blasting process increases the corrosion resistance and the surface of the workpieces is enlarged. This is important when bonding components, for example.

What are the benefits of shot peening?
There is a risk that incorrect process control (e.g. excessive pressure, insufficient distance from the workpiece to the blast wheel) can weaken the component. One possible consequence of this is a shortened and/or reduced fatigue strength and flexural fatigue strength of the workpiece.
In order to prevent this, different test procedures have been introduced since the development of the shot peening (approx. in 1935), as for example Almen intensity measurements, control of coverage rates or peenscan (a luminous paint which becomes visible under ultraviolet light). They were proven to be effective when properly used.
Safe process control is important in shot peening in order to maintain the positive properties of the residual compressive stresses and reproducible qualities. In the Almen intensity measurement, the currently common method for controlling the blasting process, a small plate made of hardened steel (Almen plate) is bombarded with the blasting medium. Conclusions about the blasting process can be drawn from the curvature of the plate.